In today’s world, recycling is more important than ever. Production facilities are focusing on reducing their environmental impact, and recycling plays a big part in that. To make recycling easier and more effective, many companies are starting to use advanced technology like optical sorting machines. These machines are especially helpful for bottle and can recycling because they make sorting faster and more accurate.
Modern optical sorting technology has made recycling much better by making it more efficient, reducing waste, and helping production facilities reach their sustainability goals. Optical sorting machines are leading this change by allowing recyclables to be sorted precisely, which results in more materials being recovered and less contamination.
The Role of Optical Sorters in Bottle and Can Recycling
Optical sorting technology are making a huge difference in bottle and can recycling. Bottle color sorters help recycling centers identify and separate materials like plastic, aluminum, and glass. By automating the sorting process, these machines allow recycling facilities to handle large amounts of waste quickly. This means less manual work is needed, and the quality of recycled materials is improved.
The process starts when bottles and cans are put into the optical sorting machine. The machine uses sensors and cameras to check each item. These sensors figure out the material type, shape, and color, which helps the machine quickly sort them into different categories. For example, plastic bottles, aluminum cans, and glass bottles all go into separate bins, so each type of material can be recycled in the right way.
Optical sorting machines are also very flexible. They can be updated to identify new kinds of materials, which is important as different types of packaging are developed. This flexibility means that these machines are a great long-term solution for recycling facilities.
Another key benefit of optical sorting machines is that they improve the quality of recycled materials. Because they can sort items so precisely, the recycling streams are much purer. This means that the recycled materials are of higher quality, making them more useful for making new products. Higher quality materials mean companies rely less on raw resources, which supports their sustainability goals.
These machines also help reduce the need for manual work. In the past, sorting recyclables involved a lot of human labor, which was slow and often led to mistakes. Workers had to manually sort items on conveyor belts, which was inefficient and increased the chances of contamination. Now, with optical sorting machines, most of this work is automated, making the process much faster and more accurate.
Automated optical sorters also improve worker safety. Sorting by hand can be dangerous because workers may come into contact with sharp objects, broken glass, or other harmful materials. By automating this process, workers can stay safer while the machines do the hard work.
Another advantage is that optical sorting machines are scalable. Whether a recycling facility handles a few thousand bottles and cans a day or millions, these machines can be scaled to meet the needs of the operation. Recycling centers can add more machines or upgrade existing ones to handle larger volumes, keeping up with growing demand.
To sum it up, optical sorting machines play an important role in improving how we recycle bottles and cans. They make sorting faster, improve the quality of recycled materials, and reduce the need for manual labor, all while supporting sustainability goals.
Benefits of automated sorting technology in Bottle and Can Return Systems
Optical sorting machines offer several key benefits that are transforming the recycling landscape for production facilities. Let’s look at some of the biggest advantages:
Increased Efficiency and Speed
Optical sorting machines greatly increase the speed and accuracy of sorting recyclables. These machines can process thousands of bottles and cans per hour, which is much faster than sorting by hand. This higher speed allows recycling centers to handle more recyclables without losing any accuracy, which boosts overall productivity.
| Comparison of Sorting Methods | Manual Sorting | Optical Sorting |
| Sorting Speed (units/hour) | 500 – 1,000 | 5,000 – 20,000 |
| Labor Requirement | High | Low |
| Contamination Rate | High | Low |
Reduced Contamination in Recycling Streams
One of the biggest challenges in recycling is contamination. When non-recyclable items are mixed with recyclables, it makes it harder to create high-quality recycled materials. Optical sorting machines are very good at identifying and removing contaminants, which results in cleaner recycling streams. For example, a plastic bottle recycling machine can sort out different types of plastics effectively, making the recycled materials purer.
Cost Savings and Profitability
By making the sorting process more efficient and reducing the need for human workers, optical sorting machines help recycling centers save money on operational costs. These cost savings can be significant, especially when combined with the higher volumes of recyclables that can be processed. Recycling facilities that recycle plastic bottles for money or collect cans for cash can increase their profits by using automated bottle return machines.
Case Study: How Optical Sorting Transformed a Major Recycling Facility
Consider an example of a recycling center that struggled with problems before using optical sorting machines. The center had issues with inefficiency due to manual sorting, high labor costs, and a lot of contamination that lowered the quality of the recycled materials.
Challenges Before using Optical Sorting technology
Before using optical sorting, the recycling centers faced a lot of challenges. Manual sorting was slow, required a lot of workers, and led to many mistakes. As a result, there were high levels of contamination, making it hard to produce good quality recycled materials.
The Transformation with Optical Sorting Technology
After adding optical sorting machines, the recycling center saw big improvements. The new machines allowed for precise sorting, reducing contamination and improving the quality of the recycled materials. The facility also increased its processing capacity, lowered labor costs, and improved profit margins—showing just how powerful optical sorting technology can be.
| Metrics | Before Optical Sorting | After Optical Sorting |
| Contamination Rate | 20% | 5% |
| Processing Capacity (units/hour) | 1,000 | 10,000 |
| Labor Costs | High | Reduced |
The Future of Bottle and Can Recycling: Trends in Optical Sorting Technology
As technology continues to advance, the future of bottle and can recycling will be shaped by new developments in optical sorting. Emerging trends such as artificial intelligence (AI) and machine learning are expected to make sorting even better.
AI and Machine Learning in Optical Sorting
AI and machine learning are now being added to optical sorting machines to make them even smarter. These technologies allow machines to learn from the data they collect, which helps them get better at recognizing and sorting materials. AI-powered bottle return machines can now handle more types of plastics and metals, making the recycling process more efficient.
Sustainability and the Circular Economy
Optical sorting technology is also important for sustainability. By making recycling more efficient, these machines help keep more materials in use instead of ending up in landfills. This contributes to a circular economy, where materials are reused over and over again. The ability to recycle plastic bottles for cash and return drink cans for money encourages people and businesses to recycle, helping close the loop on material use.
Recommended Products for Bottle and Can Recycling
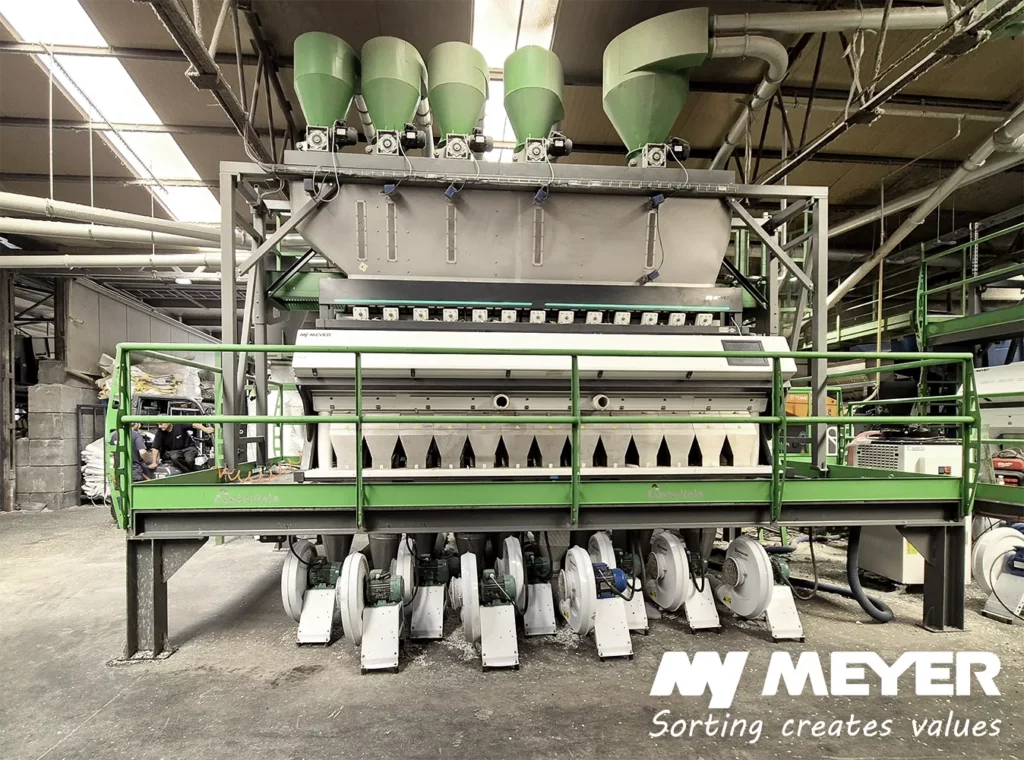
Meyer offers several advanced optical sorting machines tailored for bottle and can recycling, ensuring high precision and efficiency in production facilities. Some of the best optical sorters for this purpose include:
KC Series Bottle Sorters
The KC series is designed specifically for sorting bottles. Equipped with full-color RGB cameras and InGaAs technology, it separates materials based on color and polymer type. It’s ideal for large-scale facilities, ensuring high throughput (up to 2.5 tons per hour) while reducing manual labor and operational costs.
Key Features: It uses a hyperspectral imaging system for precise sorting and an innovative whole-bottle transmission system that stabilizes the process even at high volumes.
K4 Series Color Sorters
The K4 series excels in sorting various polymer materials, including plastic bottles, by color. It’s particularly useful for handling mixed color fractions of materials like PET, PE, and PP polymers found in bottle and can recycling processes.
Key Features: This machine is equipped with a sliding belt and high-speed imaging technology, making it suitable for both large and small-scale facilities that require precise color sorting of material fractions
These machines include features like AI-powered systems, maglev ejectors, and ultra-high-speed HD imaging to ensure accuracy and reliability while reducing waste and increasing recovery rates.
For facilities wanting to improve their bottle and can recycling processes, Meyer offers some of the best optical sorting machines available today. Their bottle and can sorting machines use the latest sensors and AI-powered technology, ensuring high throughput and low contamination. Products such as the Meyer MCS (Multi-Can Sorting) series and the MBS (Multi-Bottle Sorting) series are excellent choices for production facilities aiming to enhance efficiency and achieve high-quality recycling. These products can handle a variety of materials, including plastic, aluminum, and glass, making them a great choice for modern recycling needs.
Conclusion
Optical sorting machines are changing how we recycle bottles and cans in production facilities. With increased efficiency, less contamination, and cost savings, these machines help companies meet their sustainability goals while improving profits. As technology keeps advancing, optical sorting will play an even bigger role in recycling, helping to create a more sustainable future.
For production facilities looking to improve their recycling operations, investing in optical sorting technology is a smart move towards greater efficiency, profitability, and environmental responsibility.
FAQs
1. What are optical sorting machines used for in recycling?
Optical sorting machines are used to identify and separate different recyclable materials, such as plastic, glass, and metals, using sensors, cameras, and lasers. This automation improves the efficiency and accuracy of recycling processes.
2. How do optical sorting machines reduce contamination?
Optical sorting machines precisely identify and separate recyclable materials from non-recyclable contaminants, which reduces contamination in recycling streams and improves the quality of the recycled output.
3. What are the benefits of optical sorting for production facilities?
The main benefits include increased sorting speed and accuracy, cost savings due to reduced labor requirements, and improved profitability from higher-quality recycled materials and faster processing times.
4. Can optical sorting machines handle different types of plastics?
Yes, optical sorting machines can handle different types of plastics. Advanced sensors and cameras enable these machines to distinguish between various plastic types based on color and material composition, allowing for efficient sorting and recycling of mixed plastic waste.
5. How does AI improve the performance of optical sorting machines?
AI enhances the performance of optical sorting machines by improving their ability to recognize and separate materials. Machine learning algorithms enable these systems to adapt and become more accurate over time, ensuring better sorting of diverse recyclables.
6. What types of sensors are used in optical sorting machines?
Optical sorting machines use a variety of sensors, including near-infrared (NIR) sensors, cameras, and UV light. These sensors help in detecting the material type, color, and shape of recyclables, ensuring precise and efficient sorting.
7. Are optical sorting machines suitable for small recycling facilities?
Yes, optical sorting machines can be beneficial for small recycling facilities as well. While the initial investment may be higher, the long-term benefits in terms of labor savings, improved sorting accuracy, and increased throughput can make them a valuable addition, even for smaller operations.
8. How do optical sorting machines contribute to the circular economy?
Optical sorting machines contribute to the circular economy by improving the efficiency of recycling processes, which helps keep materials in use for longer. By ensuring more materials are properly sorted and recycled, these machines support the continuous reuse of resources, reducing waste and conserving raw materials.