The role of optical sorting in industrial processing continues to grow at a measurable pace. According to market data, the global optical sorter market is projected to reach USD 5726.6 million by 2033, with a steady CAGR of 9.1% between 2025 and 2033. This trajectory reflects increasing demand for automated quality control and precise material separation across sectors. When you analyze modern production lines, you start to see that integration strategy defines performance far more than the standalone machine itself.

Source: www.freepik.com/free-photo/abstract-app-social-web-service-object_1238820.htm#fromView=search&page=1&position=2&uuid=e79b0cd8-fc81-4642-9ac4-af343735f874&query=integrating
The optical sorter as a system component, not a standalone machine
Optical sorting works best when you treat it as one decision point inside a larger process. In everyday plant reality, that means the sorter has to match the logic of the whole line. The phrase optical sorter production line integration describes exactly that connection between machine performance and system design.
In industrial applications, especially in recycling, this approach shapes investment decisions from the start. You are not simply choosing a machine. You are shaping how material enters, how it is presented to the sensors, how rejects are discharged, and how quality is checked later in the process.
The sorter’s position in the process flow – what machines come before and after?
Before material even reaches the sorter, it goes through conditioning steps. These include size reduction, cleaning, or fractioning. After sorting, the material often moves to packaging, further refinement, or quality inspection.
A simple sequence might look predictable on paper, yet small shifts in upstream machines change everything. For instance, uneven shredding leads to inconsistent particle presentation, reducing detection accuracy.
Why sorter performance depends on the quality of material feed
The sorter “sees” what you give it. If the feed layer is too thick or irregular, even the most advanced system struggles. This is why material presentation matters just as much as sensor resolution.
Feed quality directly impacts sorting line throughput optimization. A stable flow improves detection, reduces reject loss, and keeps the system predictable across shifts.
Line components that interface with the optical sorter
Integration depends on how well surrounding machines cooperate. Every interface introduces variables, and every variable shapes performance.
Vibratory and belt feeders – requirements for a consistent material stream
Feeders control how material enters the sorter. Vibratory systems spread particles evenly, while belt feeders stabilize flow for fragile products. In industries dealing with plastic, this becomes critical, especially when handling mixed fractions.
Screens and classifiers – the role of fraction preparation upstream of the sorter
Screens remove unwanted sizes and ensure uniform fractions. Classifiers refine the material further, preparing it for accurate detection. Without this step, sorting precision drops noticeably.
Dust extraction and ventilation systems – how airborne dust affects optics and detection
Dust is more than a cleanliness issue. It interferes with cameras and lighting systems. Over time, it degrades performance and increases maintenance intervals.
Electrical and pneumatic requirements – utilities that power the sorter
Optical sorters rely on stable power and compressed air. Air quality influences ejector performance, while voltage stability supports consistent sensor operation. In MEYER systems, Maglev ejectors maintain high precision under demanding conditions.
Sorting system layouts by industry
Each industry builds its layout differently, yet patterns repeat. The differences lie in material behavior, contamination type, and final product expectations.
Food processing – multi-stage sorting in hygienic-design execution
Food processing optical sorter integration focuses on hygiene, precision, and traceability. Equipment design must meet strict standards, especially in sectors like food.
Good to know!
Modern optical sorting systems used in food processing can achieve detection accuracy above 99–99.5%, significantly reducing the risk of contaminated batches reaching the market.
From raw grain to roasted product – where optical sorting fits in the process
A typical coffee or grain line includes multiple checkpoints:
- raw intake and cleaning – removing stones and heavy impurities;
- optical sorting stages – separating defects and foreign bodies;
- final inspection – verifying product quality before dispatch.
In a coffee process, sorting appears several times between drying and roasting, refining quality step by step.
Role of UHD color sorting, infrared sorting, X-Ray TDI detection, and packaged goods inspection
Different technologies target different defect types. UHD cameras detect visual defects, IR identifies internal inconsistencies, and X-Ray systems capture density variations.
In MEYER solutions, combining these technologies within one line enhances detection depth without overcomplicating operation.
Quality analyzer as a feedback loop for the sorting process
Quality analyzers monitor output fractions. They provide data feeding back into sorter calibration, creating a continuous improvement loop.

Full optical sorting integration in a food processing line – from raw material intake to packaged product dispatch (Meyer)
rPET recycling – from collected bottles to food-grade flake
The rPET sorting line layout is a layered process, moving from object sorting to fine flake purification.
Pre–shredding object sorting: why color and polymer sorting at bottle level matters
Sorting bottles before shredding reduces contamination early. It improves downstream efficiency and lowers washing costs.
The role of hot/cold washing between sorting stages
Washing removes labels, adhesives, and residues. Clean material improves optical detection in later stages.
Post–shredding cascade: Color Sorting → Polymer Sorting IR → UV Quality Sorting
This cascade sorting configuration refines flakes step by step. Polymer sorting IR flake technology separates materials invisible to standard cameras.
Material analysis as a closed-loop quality control point
Data collected during sorting feeds back into system adjustments. This loop stabilizes quality and ensures compliance with food–grade requirements, especially relevant in PET processing.
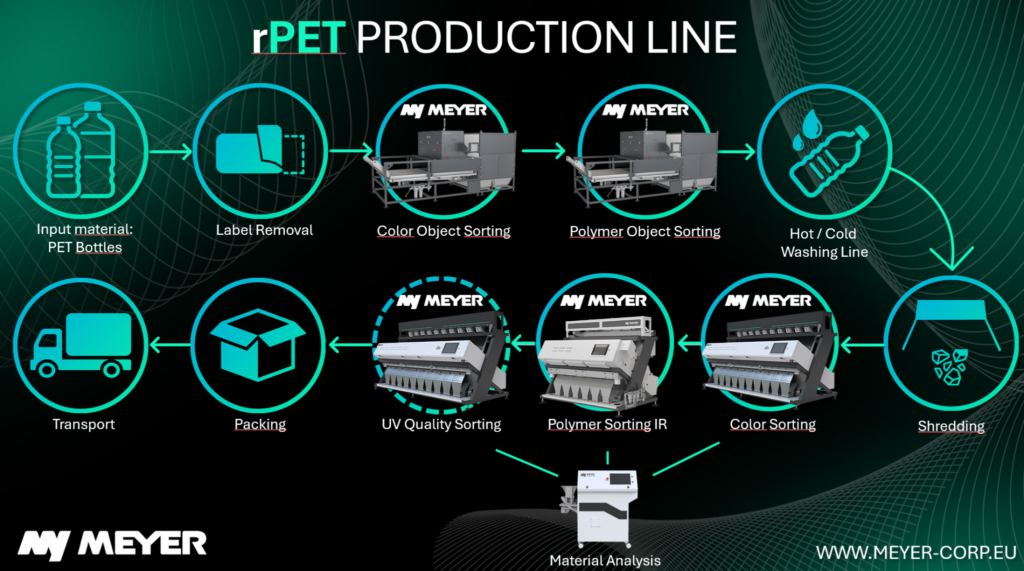
rPET production line with multiple Meyer optical sorting stages – bottle-to-flake process flow
Mixed plastics processing – separating value from complexity
Mixed plastics processing line optical sorting tackles one of the most challenging streams.
Object sorting as the first separation gate before washing
Initial sorting removes large contaminants and separates basic categories.
Why flotation alone is insufficient – the role of optical polymer sorting post–shredding
Flotation handles density differences. Optical sorting identifies polymer types with higher accuracy, especially when materials overlap in density.
Two–pass color sorting: before and after polymer identification
First pass removes obvious color contaminants. Second pass refines purity after polymer separation.
Material analysis integration – closing the loop on fraction quality
Continuous monitoring ensures output meets specification, feeding into process adjustments.
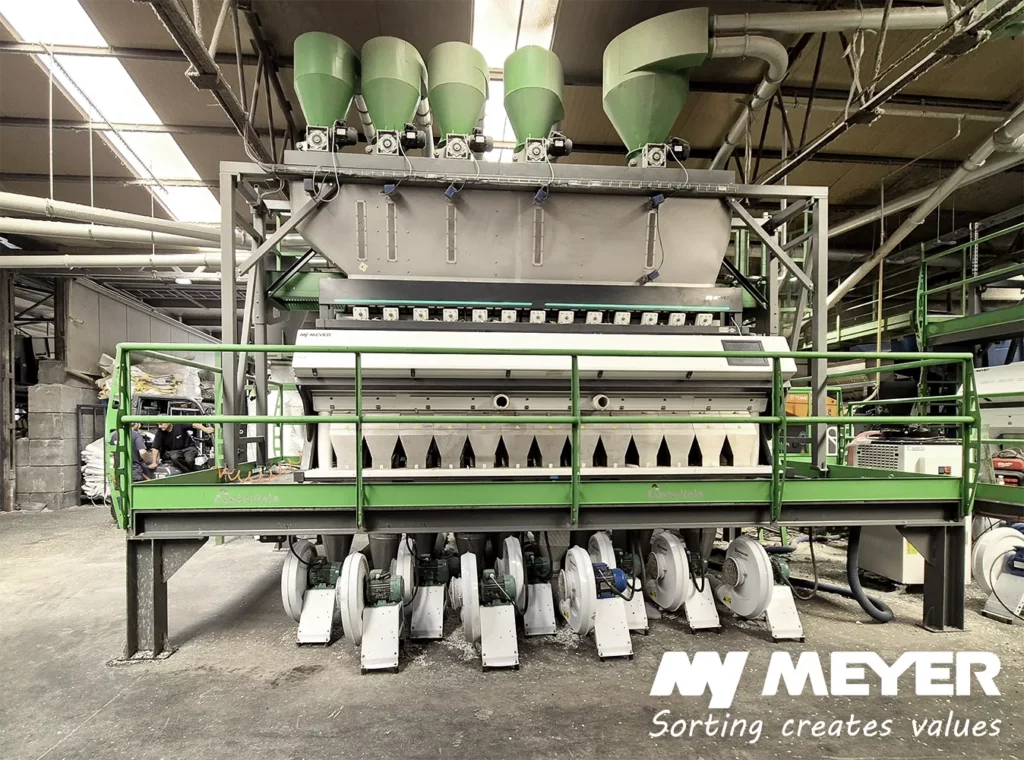
Mixed plastic processing line – optical sorting at multiple stages ensures polymer-grade output quality (Meyer)
Aggregates and minerals sorting – multi–stage configuration
Mineral processing uses multi–stage optical sorting to separate valuable fractions. Systems rely on color, density, and sometimes X–Ray detection.
Tire and rubber recycling – layout from shredder to finished fraction
Rubber recycling integrates shredding, steel removal, and optical sorting stages. Each stage improves material purity for reuse.
Wood industry and biomass – sorting wood chips and pellets
Optical sorting identifies contaminants like bark, stones, or foreign materials. This improves combustion quality and product consistency.
WEEE recycling – fraction separation from consumer electronics
Electronic waste requires precise separation of metals, plastics, and hazardous components. Optical systems support this by identifying materials based on visual and spectral signatures.
Why multiple sorting stages are the rule, not the exception
Single–stage sorting rarely delivers the required purity. Industrial processes rely on repetition and refinement.
What the diagrams above have in common – sorting appears 2–4 times in every line
From food to recycling, sorting repeats at different points. Each stage targets a specific type of impurity.
Each pass has a different mission – object vs. flake, color vs. polymer, quality gate vs. primary separation
Different stages focus on different characteristics. Early stages remove large contaminants. Later stages refine quality.
The cost of trying to do it all in one machine – recovery rate vs. purity trade–off at scale
Trying to combine all tasks into one machine reduces efficiency. You lose material or compromise purity.
How to decide how many sorting stages your process actually needs
Process audits and material tests define the right number. MEYER often supports this through test centers, helping clients understand real–world performance before implementation.
Communication and control – integration with supervisory systems
Modern production lines depend on data. Optical sorters are part of that ecosystem. This shift toward data-driven operations is clearly visible across the industry. According to Deloitte, 78% of manufacturers allocate more than 20% of their budget toward smart manufacturing initiatives, highlighting the growing importance of automation and integrated production systems.
Communication protocols: OPC–UA, Profinet, Modbus – what suppliers offer
Systems like sorter OPC–UA SCADA integration connect machines with plant–wide control systems. This enables real–time monitoring and control.
SCADA and MES – how the sorter reports to production management systems
SCADA collects operational data, while MES connects it to production planning. Together, they create visibility across the entire process.
Sorting data logging – statistics, event logs, and operator alerts
Data logging supports maintenance, troubleshooting, and optimization. Operators receive alerts when performance shifts.
Throughput vs. line configuration – how to avoid bottlenecks
Even the best sorter struggles in a poorly balanced line.
Balancing capacity: feeder – sorter – fraction discharge
Every component must match capacity. If one element lags, the entire system slows down.
Multi–stage cascade sorting – when a single pass is not enough
Cascade sorting configuration distributes workload across stages. This increases accuracy without sacrificing speed.
Material buffering and accumulation – how to protect process continuity
Buffers stabilize flow during fluctuations. They protect the sorter from sudden overloads and ensure continuous operation.
Integration project – stages of collaboration with the supplier
A successful integration requires planning and cooperation.
Process audit and material flow analysis before machine selection
Understanding your material is the first step. Flow analysis identifies bottlenecks and improvement areas.
Pilot tests and sample sorting – what should be standard practice
Testing real material provides realistic expectations. MEYER offers testing environments where performance can be evaluated under controlled conditions.
Commissioning, calibration, and operator training in real production conditions
Final stages include installation, calibration, and training. Operators learn how to adjust parameters and interpret data, turning technology into consistent results.
Optical sorting has evolved into a central element of modern production systems. Whether you deal with food, plastics, or complex waste streams, integration defines performance. A well–designed plastic recycling line schematic or food processing layout always reflects one principle – sorting works best as part of a connected, intelligent process.
Bibliography:
- https://www.grandviewresearch.com/press-release/global-optical-sorter-market
- https://www.statsmarketresearch.com/global-food-optical-sorter-market-8074458
- https://www.deloitte.com/us/en/insights/industry/manufacturing/2025-smart-manufacturing-survey.html