The food processing and recycling industries are witnessing a significant transformation as companies transition from traditional manual sorting methods to advanced optical sorting technologies.
Immediate cost considerations
Traditional manual sorting operations typically require extensive labor forces, with multiple workers stationed along conveyor belts to identify and remove defective or unwanted items. While the upfront costs are minimal, the ongoing expenses are significant:
Traditional sorting annual costs:
- Labor wages and benefits for sorting staff
- Training and supervision expenses
- Quality control oversight
- Workplace injury-related costs
- Production line slowdowns
In contrast, optical sorting systems represent a substantial initial investment, often ranging from € 30,000 to € 400,000 per unit. However, this technology brings immediate reductions in operating costs and staffing requirements.
Efficiency and productivity gains
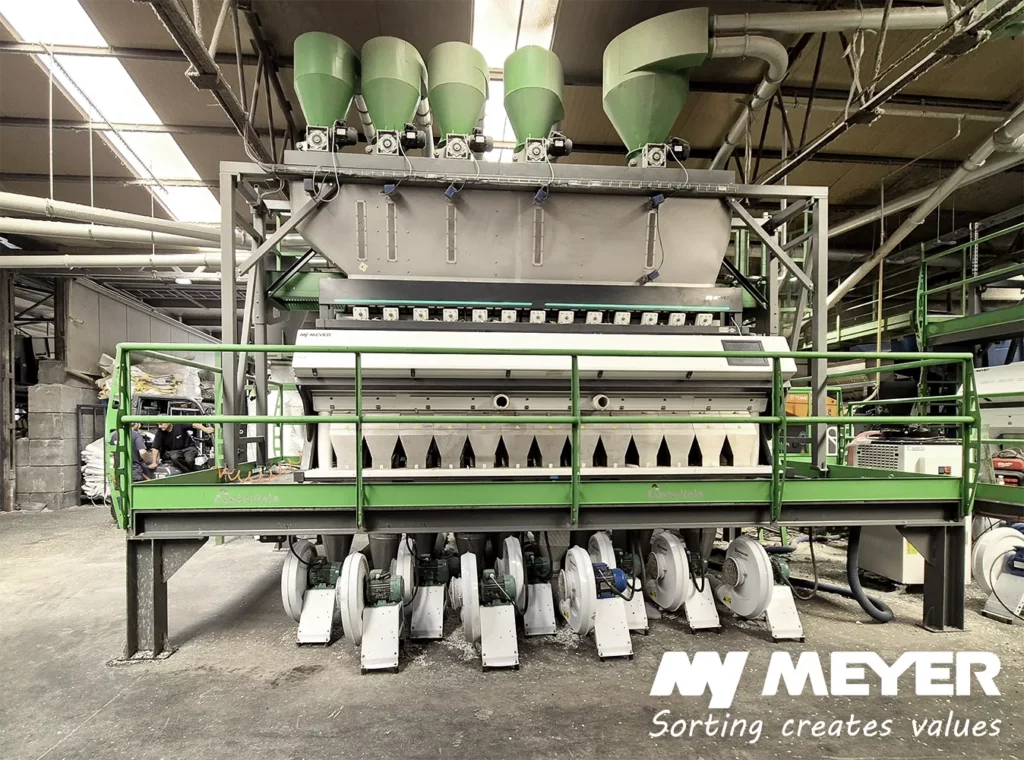
Optical sorting machines can process even several tons of material per hour, depending on the type of material and its level of contamination, significantly outpacing manual sorting methods. This increased throughput translates to:
- Higher production capacity without additional shifts
- Reduced labor costs per unit processed
- Consistent quality standards across all production hours
- Minimal downtime for breaks or shift changes
- 24/7 operation capability with minimal supervision
Quality Improvements and waste reduction
Modern optical sorters utilize advanced imaging technology and artificial intelligence to achieve sorting accuracy rates exceeding 99%. This precision leads to:
- Decreased product rejection rates
- Reduced customer complaints and returns
- Lower waste handling costs
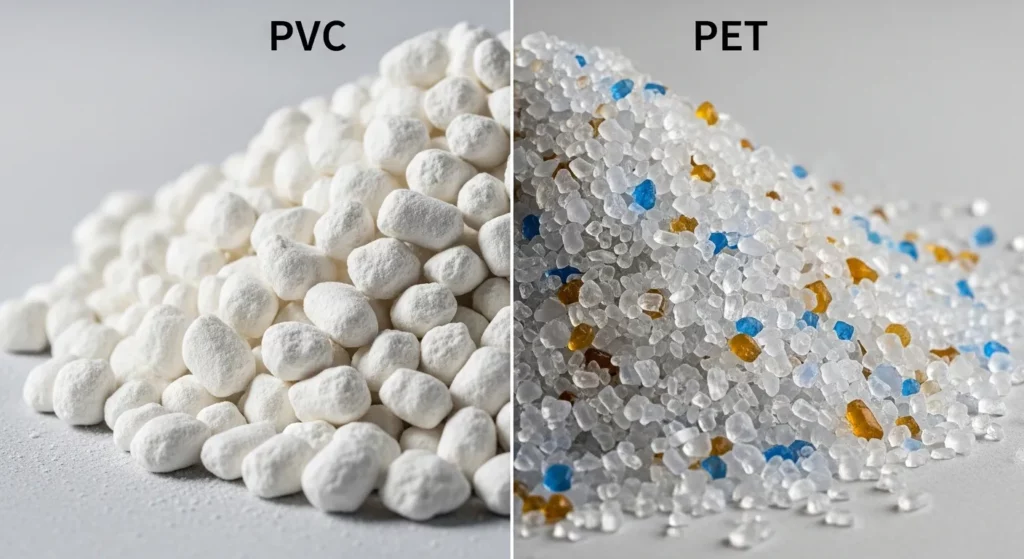
- Improved raw material utilization
- Enhanced brand reputation through consistent quality
Return on investment analysis
A typical medium-sized processing facility can expect to recover its investment within 12-24 months through:
Direct Cost Savings:
- 70-80% reduction in sorting labor costs
- 40-50% decrease in quality control expenses
- 25-30% reduction in waste handling costs
Revenue Improvements:
- 15-20% increase in throughput capacity
- 15-30% improvement in product quality
- 20-40% reduction in customer returns
- 5-30% lower loss of good product in final reject
Long-term strategic benefits
Beyond immediate financial returns, optical sorting technology positions companies for future success through:
- Increased competitiveness in quality-sensitive markets
- Improved ability to meet stringent regulatory requirements
- Enhanced data collection for process optimization
- Reduced dependency on labor market fluctuations
- Greater flexibility in processing various product types
Implementation considerations
To maximize return on investment, companies should:
- Conduct thorough analysis of current sorting costs
- Evaluate multiple vendor options and technologies
- Plan for appropriate staff training and transition periods
- Consider maintenance and upgrade requirements
- Implement proper material handling systems
Conclusion
While the initial investment in optical sorting technology may appear daunting, the financial analysis clearly demonstrates its value proposition. Companies that make this transition typically see complete return on investment within two years, followed by sustained operational cost savings and quality improvements that contribute directly to bottom-line profitability.
For food processors and recycling operations seeking to remain competitive in increasingly demanding markets, the question is no longer whether to upgrade to optical sorting technology, but rather when and how to implement this transformative solution most effectively.