
Fruits & vegetables sorting
Enhancing Fruits & vegetables sorting efficiency with Meyer advanced sorting technology
Improve Fruits & vegetables sorting quality and increase throughput
Fruits & vegetables optical sorting process
Optical sorting technology and X-ray detection are essential in fruit and vegetable processing, ensuring compliance with sanitary and epidemiological standards while achieving a pure final product. MEYER machines offer a wide range of applications that can be used for sorting fresh fruits and vegetables, as well as frozen, dried, or freeze-dried products. The use of MEYER optical sorters in fruit and vegetable processing guarantees increased production efficiency, reduces the need for human resources, and ensures consistency and high quality of the final product.
See sorting samples
Examples of Fruits & vegetables sorting with Meyer
INPUT

ACCEPT

REJECT

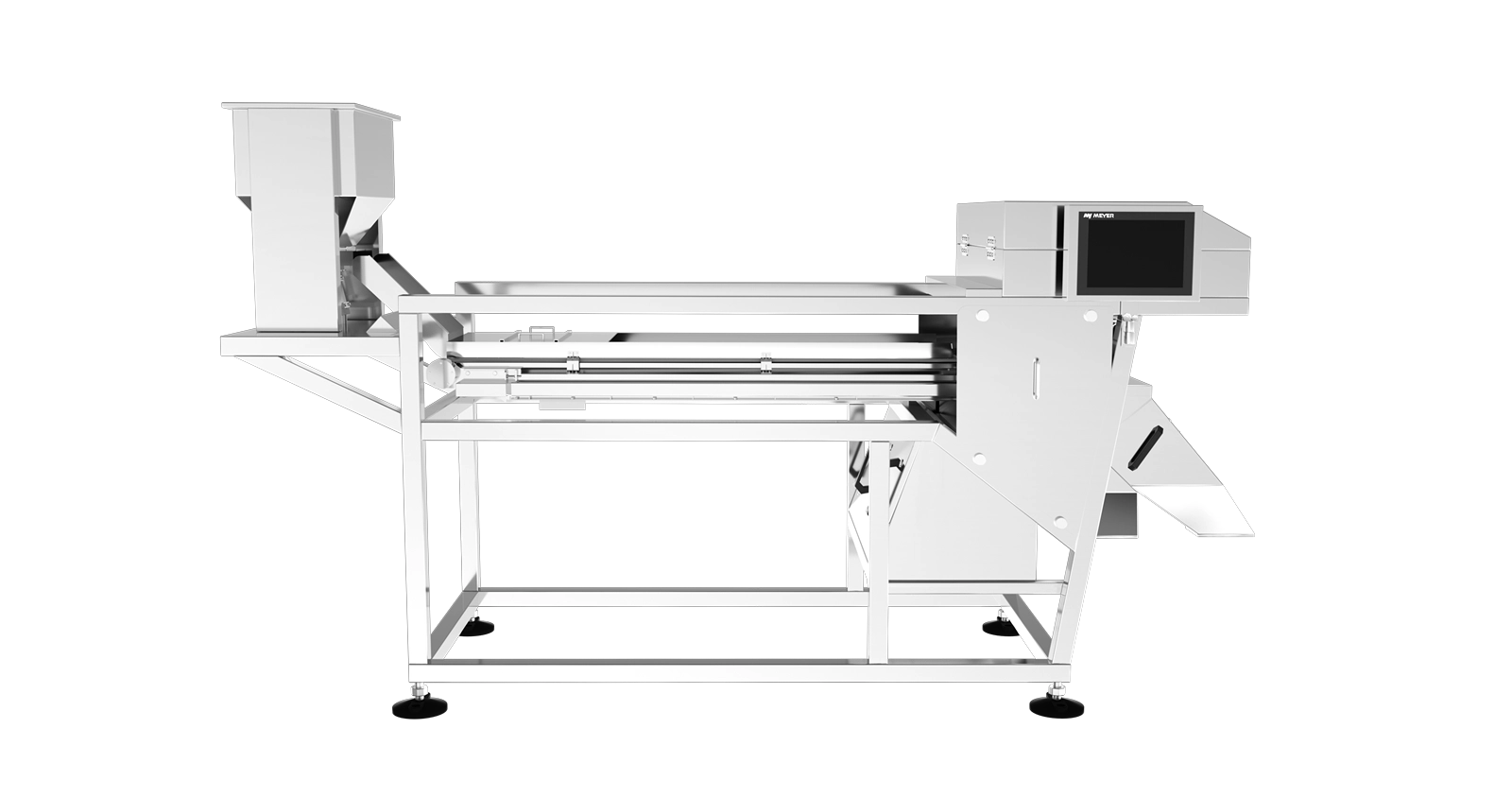
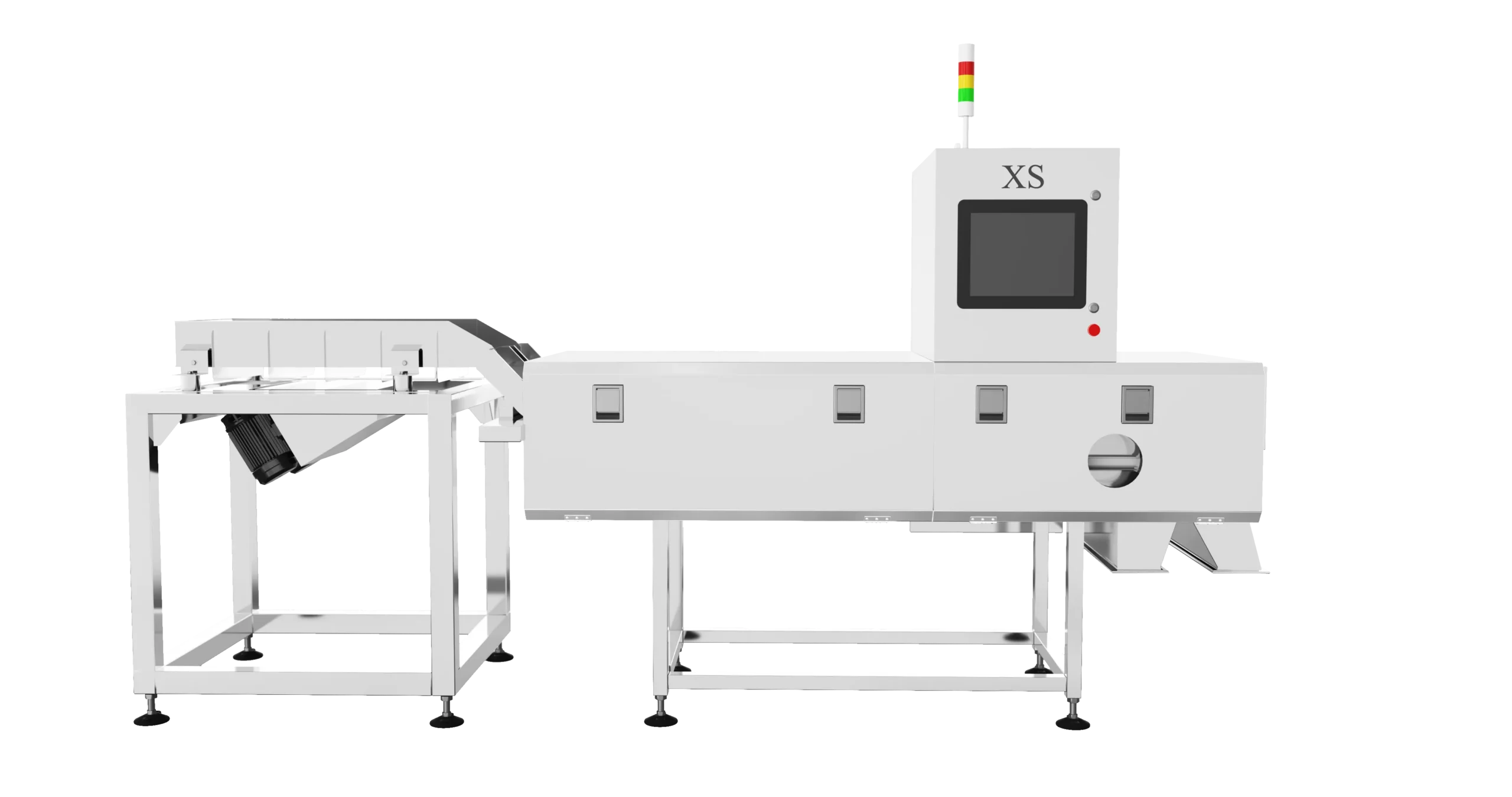
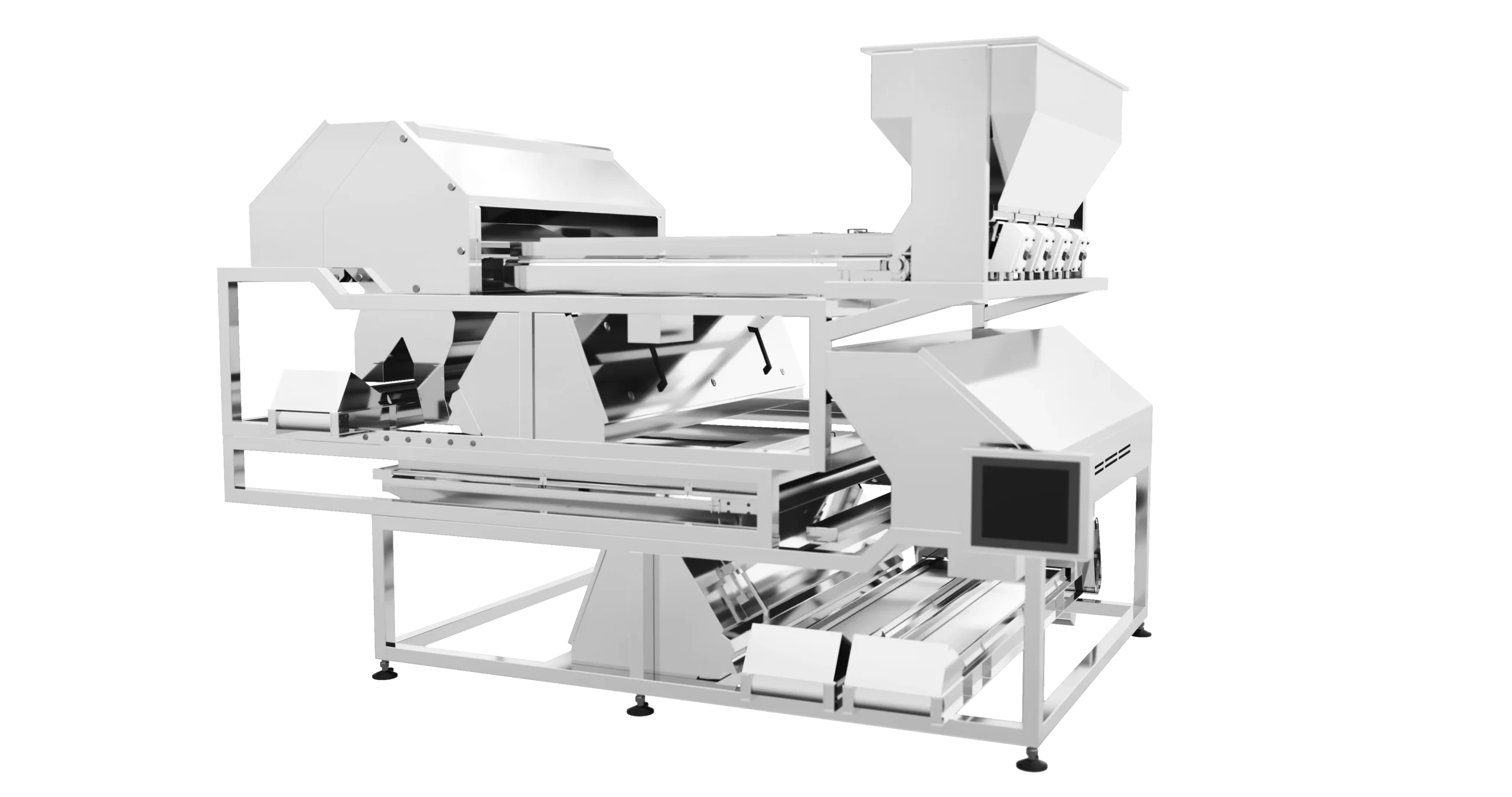
Best sorting machines for Fruits & vegetables sorting

Benefits of using Fruits & vegetables sorting machines
Increased purity and quality
Optical sorters can detect and remove discolored materials, foreign materials, and defects such as stones, sticks, or damaged grains. This results in higher purity and quality of the final Fruits & vegetables product, meeting consumer and market standards.
Better Efficiency and Throughput
Optical sorting technology allows for the processing of large volumes of Fruits & vegetables quickly and accurately, significantly improving throughput compared to manual sorting methods.
Reduced Labor Costs
Automated sorting reduces the need for manual labor, leading to cost savings and reduced human error in the sorting process.
Improved Product Value
Higher quality and purity of sorted Fruits & vegetables can lead to better market prices and customer satisfaction.
Versatility and Flexibility
Optical sorters can be used for different varieties of Fruits & vegetables and can be adjusted for different sorting needs, making them versatile tools in Fruits & vegetables processing.
Reduced Waste
Efficient sorting helps reduce waste by ensuring that only genuinely defective materials are removed, while maximizing the amount of good product.
Data Collection and Analysis
Modern optical sorting systems can collect valuable data about the waste stream, such as composition and contamination levels, aiding in process optimization and regulatory compliance.
Decreased Environmental Impact
By increasing the amount and quality of recycled materials, optical sorters contribute to reduced reliance on virgin resources, lower greenhouse gas emissions, and a smaller environmental footprint for waste management operations.
Enhanced Product Safety
By removing contaminated grains or foreign objects, optical sorters help prevent potential health hazards, contributing to safer products.
Our clients’ stories
Frequently Asked Questions
What types of fruits and vegetables can be sorted optically?
MEYER optical sorters can sort a wide range of products, including fresh, frozen, dried, and freeze-dried fruits and vegetables. These systems are particularly effective in sorting products such as peas, corn, beans, blueberries, raisins, cranberries, and bilberries.
Can MEYER optical sorters work with frozen and dried products?
Yes. Our systems are designed to efficiently sort fresh, frozen, dried, and freeze-dried products, ensuring high precision in separation regardless of the product’s state.
Is it possible to optically sort fruits and vegetables with irregular shapes?
Yes, it is possible. MEYER optical sorters use advanced cameras and artificial intelligence algorithms to analyze the shape of products in real time. This allows them to effectively identify and sort fruits and vegetables with irregular shapes, such as carrots, beans, and berries. These systems can detect defects, discolorations, and deviations from the desired size, ensuring high quality of the final product.