In a modern industry optical sorting machines became an essential tool in many different industries, providing various companies with impressive and accurate product sorting capabilities. No matter if you are a member of the company involved in pharmaceuticals, food processing, or any other industry which requires a precise sorting process, you must pick the correct optical sorting machine.
They are going to save a lot of time. To provide you with an example, in the food industry optical sorting machines are used to sort fruits and other products. These machines can easily detect if a piece of fruit is fresh or ripe. In this article we are going to provide you with the most important information about optical sorting machines, to show you why you should invest in them.
What is an optical sorter?
In general optical sorters are types of machines, that utilize reflected light to analyze various products. They are provided with designed optical filters that, are capable of narrowing the reflected light into target wavelengths which, are used to analyze the difference between acceptable products and the ones that should be discarded1. It should be noted, that there are many different types of optical sorting machines:
- Color Sorters
Color sorters sort items by their color. They compare the color of each object to a set standard. If an item doesn’t match, it is removed. These are common in the food industry to sort things like grains, coffee beans, and nuts. - Shape Sorters
Shape sorters look at the shape of each object. They remove items that have the wrong shape. These are used in food production to sort things like French fries, candies, or fruits and vegetables to make sure they are uniform. - Size Sorters
Size sorters check the size of objects. They use cameras and lasers to measure items and sort them by size. This is important for making sure products like fruits are the same size when packaged. - NIR (Near-Infrared) Sorters
NIR sorters use special light to tell what materials are made of. They are helpful for sorting items that look similar but are made of different materials. These are used in recycling to separate different types of plastic. - X-ray Sorters
X-ray sorters check the density of items. They can find objects hidden inside, like bones in meat or other foreign materials in packaged foods. This helps keep food safe. - Multi-Sensor Sorters
Multi-sensor sorters use a mix of different sensors like color cameras, infrared, and lasers. They give a very detailed analysis of each object. These are used in places where high accuracy is needed, like recycling facilities or quality control in factories.2
Key factors to consider before buying an optical sorter
Optical sorters are a big investment for industries like farming, recycling and food processing. These machines can help make work faster and more precise. Before buying one, it’s important to think about several factors to make sure the sorter will work well for you. Here are the main things to consider:
- Type of Material and Sorting Needs
Think about what kind of material you need to sort. Different machines are made to handle different materials like grains, plastic, or fresh produce. Do you need to sort by color, shape, size or defects? Choose a sorter that matches your material and sorting needs. This will help make sure the sorting is accurate and efficient. - Sorting Technology and Sensors
Optical sorters use different kinds of technology like cameras, lasers, or special sensors. The right technology depends on what you need. If you need to sort by color, a high-resolution camera might be best. For materials like plastic, you may need more advanced sensors like infrared. Make sure you understand what kind of technology the sorter uses and if it will meet your needs. - Capacity and Speed
How much material do you need to sort each hour? Make sure the sorter can handle the amount you need. Bigger machines can sort more, but they also cost more. Picking the right capacity will help you avoid slowdowns and keep everything running smoothly. - Ease of Setup and Maintenance
The sorter should fit easily into your current production line. Check if the setup process is simple. Also, think about maintenance. Machines that are easy to maintain and don’t need frequent adjustments will save you time. Look for a machine that comes with good technical support and easily available spare parts. - Total Cost
The cost of owning a sorter is more than just the price tag. Think about energy use, maintenance, software updates, and training costs. A sorter that costs less to run may be better for you in the long term, even if it costs more to buy. - Software and Data
Many optical sorters have smart software that provides data in real time. This can help make the sorting process better and more accurate. Make sure the software is easy to use and can give you useful reports. Some machines also offer remote monitoring or AI features, which can make sorting even easier. - Supplier Reputation and Support
The company that makes the sorter is important too. A good supplier will give you training, customer service, and help if something goes wrong. Read reviews or ask other users to find out if the supplier is trustworthy and helpful.
In conclusion, buying an optical sorter means thinking about your sorting needs, your working environment, and your budget. By keeping these key factors in mind, you can choose a machine that will help you work more efficiently, reduce waste, and support the success of your business.
Types of Optical Sorters and Their Applications
Besides the types of optical sorters which we provided at the beginning, optical sorters can be also divided by the method in which they carry materials to analyze them. It is crucial because these two types provided below, work best in specific industries:
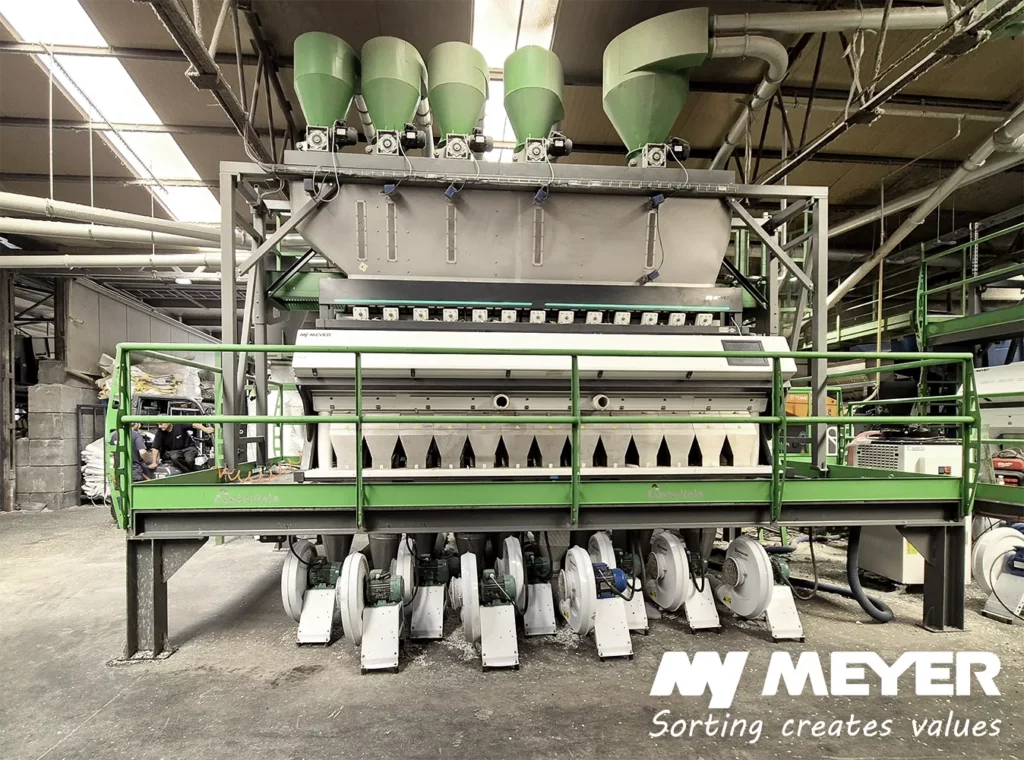
- Belt Sorters
Belt sorters use a conveyor belt to move materials under sensors. The sensors check the objects. Belt sorters are good for big jobs because they can handle a lot of items at once. The belt keeps the materials lined up and spread out, making sorting more accurate. Belt sorters are often used in food processing (like sorting fruits, vegetables, and nuts) and recycling. The smooth, even movement is great for sorting items that need careful checking to ensure quality. - Chute Sorters (Free-Fall Sorters)
Chute sorters use gravity to move materials down a chute. As they fall, sensors look at the items and sort them. This type works well for small or loose materials like grains or seeds. Chute sorters are also used in mining to sort minerals. They are fast and do not need extra moving parts, which makes them simple and cost-effective. They also help reduce damage to products.
Key Features to Look for in an Optical Sorter
Another aspect that should be taken into consideration before buying the optical sorter is its key features. The first one are types of sensors used in the machine. Hence it is crucial, to choose a machine that has advanced optical technology (for InGaAs sorter), that is capable of accurately sorting various materials. The second important aspect are algorithms. The algorithm should be accurate, fool-proof and most importantly, able to provide you with varying parameters that best fit into the sorting material that you want to sort.
These machines should allow you to customize sorting settings that best suit your requirements. Another important aspect is the user interface. It should be relatively easy to use the machine and to configure it. The last element about which people tend to forget is maintenance as well as, service support. You should check what type of maintenance and service support is provided by the manufacturer of the machine. The machine should have easy maintenance protocols and a high quality customer support service. After all regular maintenance will reduce the risk of breakdowns to minimum.3
Cost Considerations
Another crucial aspect is cost considerations. After all, cost is one of the most important factors when you decide to buy something. You should not only analyze the initial investment but also the so-called long-term return on investment (ROI). Remember the increased efficiency, the machine can provide to your business, thus resulting in potential cost and manpower savings. You should take into consideration such factors as improved product quality and reduced labor costs. 4
In general it is relatively hard to judge the price of an optical sorter. The price mostly depends on the model in which we are going to invest. The most basic ones we can buy for about 20 000 – 25 000 euro, while the most advanced models might cost more than few hundred thousand euro. Each additional component like camera etc. might also increase the final price of the product.
At first glance it might be expensive but there is no denial that optical sensors are cost-effective. This technology was utilized in many industries so it is easy to provide the reader with an example. Envac utilized optical sorters and combined them with their automated waste collection system. Results? Reduction of transport and collection costs of garbage in various cities by 50%5. Furthermore, optical sensors were also utilized in limestone quarry in Finland where this technology allowed to extract 220 000 tons of white limestone6. When we add to this reduction in manpower and 100% accuracy, then it is easy to realize, that optical sensors are in fact, a great investment.
Customization Options
We covered this field briefly before but let’s focus on it a bit more. The manufacturer should be able to provide us with solutions, which are based on the individual needs of a specific, business environment. The machine should also provide you with options to sort by color, shape, size, texture, and various other characteristics.
Evaluating manufacturers and suppliers
After you have checked all important factors, there is still one more thing that should be taken into consideration before buying the optical sorter and that is evaluating the manufacturer and suppliers. The most important thing is to check if the company from which you want to buy your product is trustworthy. Keep in mind that defining a clear evaluation process might help you select a proper supplier and monitor their performance. You should also check what type of post-purchase support, warranty etc. is provided by the manufacturer of the optical sensor7.
Installation and integration of the optical sorter
During the process of installation of the optical sorter there are a few factors that should be taken into consideration, these are:
- Location requirements – it is crucial to design a suitable location for the equipment. Such factors like floor load capacity, ceiling height, and proximity, to other machinery should be taken into consideration;
- Safety requirements –to install an optical sorting machine it is paramount to adhere to all safety protocols, as well as, environmental factors. Thanks to this you will be able to reduce potential risks to a minimum;
- Electrical and power requirements – it should not be a surprise, that optical sensors are rather complex systems that rely on electric power to work properly. Hence, before installation it is crucial to assess the electrical and power requirements to avoid operational issues;
- Synergy with existing production lines – this is also an important aspect. You need to check how well the optical sensor is going to integrate with your existing production lines;8
Future-Proofing Your Investment
Last but not least you should check how well the investment is going to integrate with the future development of the company. The machine itself should be scalable while the business grows. Furthermore, the technology and software used in the optical sensor should be provided with regular updates. You should also take into consideration the integration and connectivity options of the optical sorting machine, especially in the modern world of the Internet. These machines should have standardized communication protocols and customizable connectivity features. They should also be able to integrate data management systems, thanks to which it will be easier to track and analyze sorting results.9
Conclusion
In general choosing, a proper optical sorting machine is an extremely crucial decision that might significantly impact the efficiency of all sorting operations in your company. By taking into consideration all aspects mentioned above (such as company needs, types of optical sorters, integration options, or customization flexibility), you will be able to make a perfect choice and purchase the machine, which is going to align perfectly with the needs of your company. Remember also to choose a manufacturer with good opinions, who will be able to provide you with a high-quality equipment, that will allow you to maximize profits.
- Automated Optical Sorting Machines for Food Industry, Journal of Engineering Management and Information Technology, 2024.
↩︎ - Knowledge about optical sorting machine, https://www.sourcifychina.com/optical-sorting-machine/
↩︎ - https://www.techik.net/a-news-what-factors-should-you-consider-when-choosing-an-optical-sorting-machine
↩︎ - What factors should you consider when choosing a color sorter machine, https://www.techik.net/a-news-what-factors-should-you-consider-when-choosing-a-color-sorter-machine
↩︎ - https://www.envacgroup.com/insight/optical-waste-sorting-a-modern-solution-for-sustainable-recycling/ ↩︎
- https://www.at-minerals.com/en/artikel/at_Sorters_reduce_mining_costs_and_increase_profits-153250.html ↩︎
- Supplier Evaluation: Key Criteria and How to Perform One, https://www.indeed.com/career-advice/career-development/supplier-evaluation
↩︎ - Evaluation of an Optical Sorter Effectiveness in Separating Maize Seeds Intended for Sowing, Quality, Testing and Validation for Emerging Technologies, 2023. ↩︎
- What factors should you consider when choosing a color sorter machine, https://www.techik.net/a-news-what-factors-should-you-consider-when-choosing-a-color-sorter-machine ↩︎