Die Lebensmittelverarbeitungs- und Recyclingindustrie erleben derzeit einen bedeutenden Wandel, da Unternehmen von traditionellen manuellen Sortiermethoden auf fortschrittliche optische Sortiertechnologien umstellen.
Kurzfristige Kostenüberlegungen
Traditionelle manuelle Sortierprozesse erfordern in der Regel einen hohen Personaleinsatz, wobei mehrere Mitarbeiter entlang von Förderbändern positioniert sind, um fehlerhafte oder unerwünschte Produkte zu identifizieren und zu entfernen. Während die anfänglichen Investitionskosten gering sind, fallen die laufenden Kosten erheblich ins Gewicht:
Jährliche Kosten der traditionellen Sortierung:
- Löhne und Sozialleistungen für das Sortierpersonal
- Kosten für Schulung und Überwachung
- Aufwendungen für Qualitätskontrolle
- Kosten im Zusammenhang mit Arbeitsunfällen
- Verlangsamungen der Produktionslinie
Im Gegensatz dazu stellen optische Sortiersysteme eine erhebliche Anfangsinvestition dar, die häufig zwischen 30.000 € und 400.000 € pro Einheit liegt. Diese Technologie führt jedoch unmittelbar zu einer Reduzierung der Betriebskosten und des Personalbedarfs.
Effizienz- und Produktivitätssteigerungen
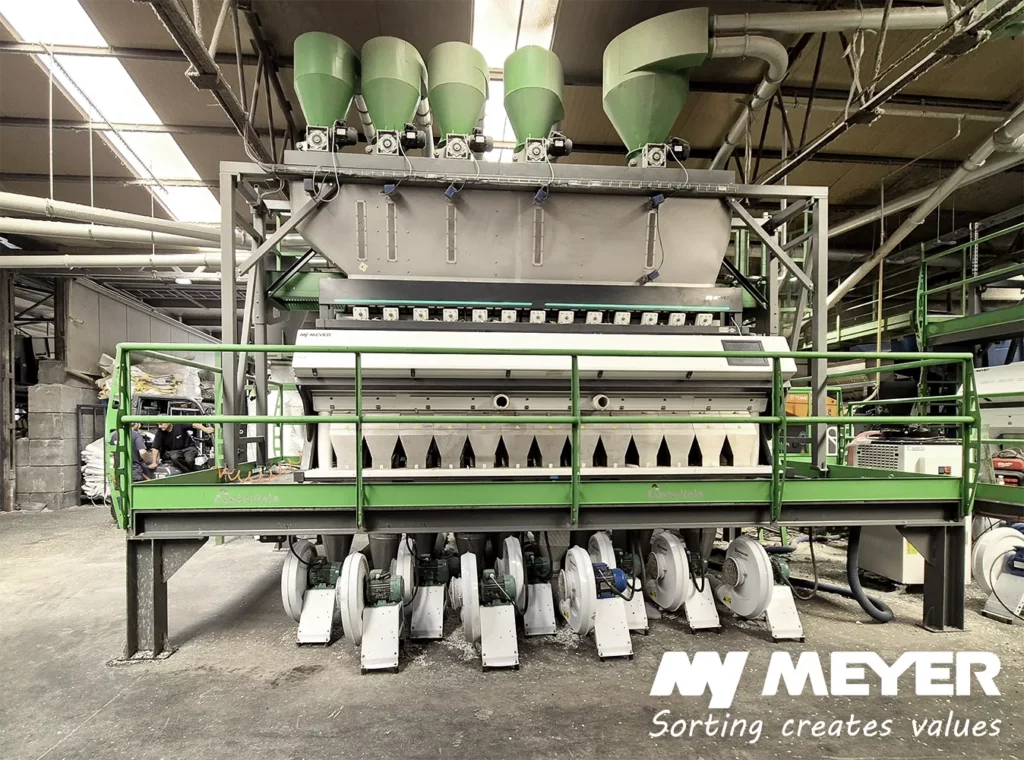
Optische Sortiermaschinen können – abhängig von Materialart und Verschmutzungsgrad – mehrere Tonnen Material pro Stunde verarbeiten und übertreffen damit manuelle Sortiermethoden deutlich. Dieser erhöhte Durchsatz führt zu:
- Höherer Produktionskapazität ohne zusätzliche Schichten
- Geringeren Arbeitskosten pro verarbeiteter Einheit
- Gleichbleibend hohen Qualitätsstandards über alle Produktionszeiten hinweg
- Minimalen Stillstandszeiten durch Pausen oder Schichtwechsel
- Möglichkeit eines 24/7-Betriebs bei minimalem Personalaufwand
Qualitätsverbesserung und Abfallreduzierung
Moderne optische Sortiersysteme nutzen fortschrittliche Bildverarbeitungstechnologien und künstliche Intelligenz, um Sortiergenauigkeiten von über 99 % zu erreichen. Diese hohe Präzision führt zu:
- Reduzierten Ausschussquoten
- Weniger Kundenreklamationen und Rücksendungen
- Geringeren Kosten für Abfallentsorgung
- Besserer Nutzung von Rohstoffen
- Stärkung der Markenreputation durch gleichbleibend hohe Qualität
Return-on-Investment-Analyse
Ein typischer mittelgroßer Verarbeitungsbetrieb kann seine Investition innerhalb von 12 bis 24 Monaten amortisieren, durch:
Direkte Kosteneinsparungen:
- 70–80 % Reduzierung der Sortierpersonalkosten
- 40–50 % Senkung der Qualitätskontrollkosten
- 25–30 % geringere Kosten für Abfallbehandlung
Umsatzsteigerungen:
- 15–20 % höhere Durchsatzkapazität
- 15–30 % Verbesserung der Produktqualität
- 20–40 % weniger Kundenrücksendungen
- 5–30 % geringerer Verlust von gutem Produkt im Endausschuss
Langfristige strategische Vorteile
Über die unmittelbaren finanziellen Vorteile hinaus positioniert die optische Sortiertechnologie Unternehmen langfristig für zukünftigen Erfolg durch:
- Höhere Wettbewerbsfähigkeit in qualitätssensiblen Märkten
- Verbesserte Fähigkeit, strenge regulatorische Anforderungen zu erfüllen
- Erweiterte Datenerfassung zur Prozessoptimierung
- Geringere Abhängigkeit von Schwankungen auf dem Arbeitsmarkt
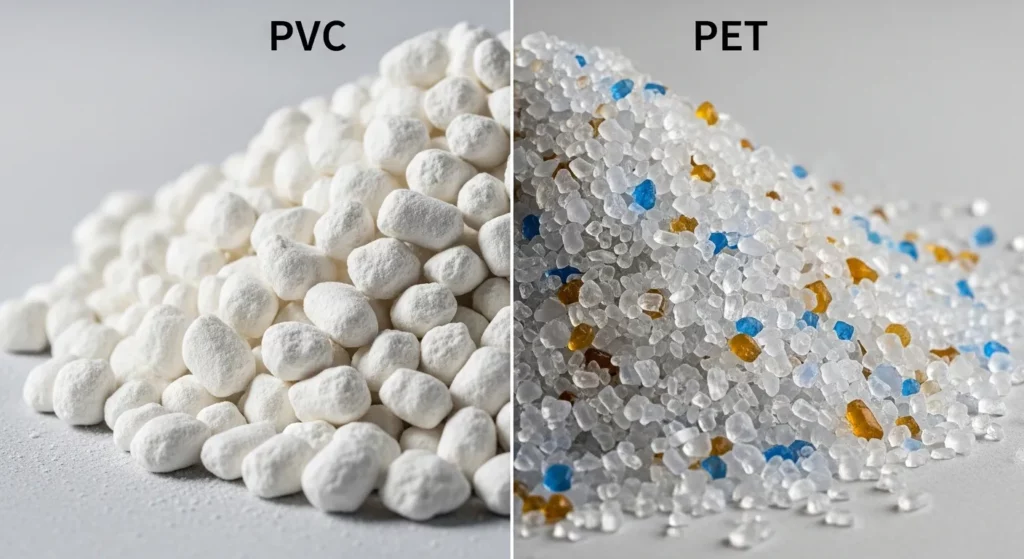
- Größere Flexibilität bei der Verarbeitung verschiedener Produkttypen
Implementierungsaspekte
Um den Return on Investment zu maximieren, sollten Unternehmen:
- Eine gründliche Analyse der aktuellen Sortierkosten durchführen
- Verschiedene Anbieter und Technologien vergleichen
- Geeignete Schulungen für das Personal sowie Übergangsphasen einplanen
- Wartungs- und Upgrade-Anforderungen berücksichtigen
- Geeignete Materialhandhabungssysteme implementieren
Fazit
Auch wenn die anfängliche Investition in optische Sortiertechnologie zunächst hoch erscheinen mag, zeigt die finanzielle Analyse eindeutig ihren wirtschaftlichen Nutzen. Unternehmen, die diesen Schritt gehen, erzielen in der Regel innerhalb von zwei Jahren einen vollständigen Return on Investment, gefolgt von nachhaltigen Einsparungen bei den Betriebskosten sowie Qualitätsverbesserungen, die sich direkt positiv auf die Rentabilität auswirken.
Für Lebensmittelverarbeiter und Recyclingunternehmen, die in zunehmend anspruchsvollen Märkten wettbewerbsfähig bleiben wollen, stellt sich daher nicht mehr die Frage, ob sie auf optische Sortiertechnologie umsteigen sollten, sondern vielmehr wann und wie diese transformative Lösung am effektivsten implementiert werden kann.