The Importance of Allergen Control in Food Processing
Allergen control is about ensuring that foods containing allergens (like peanuts, tree nuts, wheat, soy, dairy, eggs, fish, and shellfish) do not contaminate products that should be allergen-free.
- Health Implications: Consumers with severe allergies can experience life-threatening reactions such as anaphylaxis.
- Legal and Regulatory Requirements: Agencies like the U.S. FDA require clear labeling under the Food Allergen Labeling and Consumer Protection Act (FALCPA). Failing to comply can result in hefty fines or recalls.
- Real-World Consequences: Allergen-related recalls have cost companies millions in lost revenue, brand damage, and legal fees. A single slip in cross-contamination control can lead to widespread product recalls and a long-term loss of consumer trust.
Understanding Cross-Contamination Risks
Cross-contamination happens when allergens transfer from one product to another, either directly or indirectly.
| Common Source | Example |
| Shared Production Lines | Using the same conveyor belt for allergen-containing foods. |
| Inadequate Cleaning | Not thoroughly sanitizing processing equipment. |
| Human Handling & Manual Sorting | Workers inadvertently transferring allergens by hand. |
| Storage & Packaging | Mixing up storage containers for allergen-free and allergen-containing ingredients. |
When sorting is done manually, the chances of human error increase significantly. This can result in overlooked allergenic materials ending up in products that are advertised as allergen-free. In addition to consumer health issues, failure to control allergens can trigger regulatory interventions, product recalls, and legal liabilities.
A Note on Aflatoxin
While allergens remain a primary concern, other contaminants like aflatoxin also pose a significant risk in food production—particularly in grains, nuts, and spices. Aflatoxins are naturally occurring toxins produced by certain molds (e.g., Aspergillus species) and can be highly carcinogenic. Even at low levels, aflatoxin can compromise product safety and lead to regulatory violations. Optical sorters equipped with advanced sensors can help identify mold-infected kernels or products with abnormal color signatures, thereby reducing aflatoxin contamination and reinforcing the overall safety of the food supply.
How Optical Sorters Work to Prevent Cross-Contamination
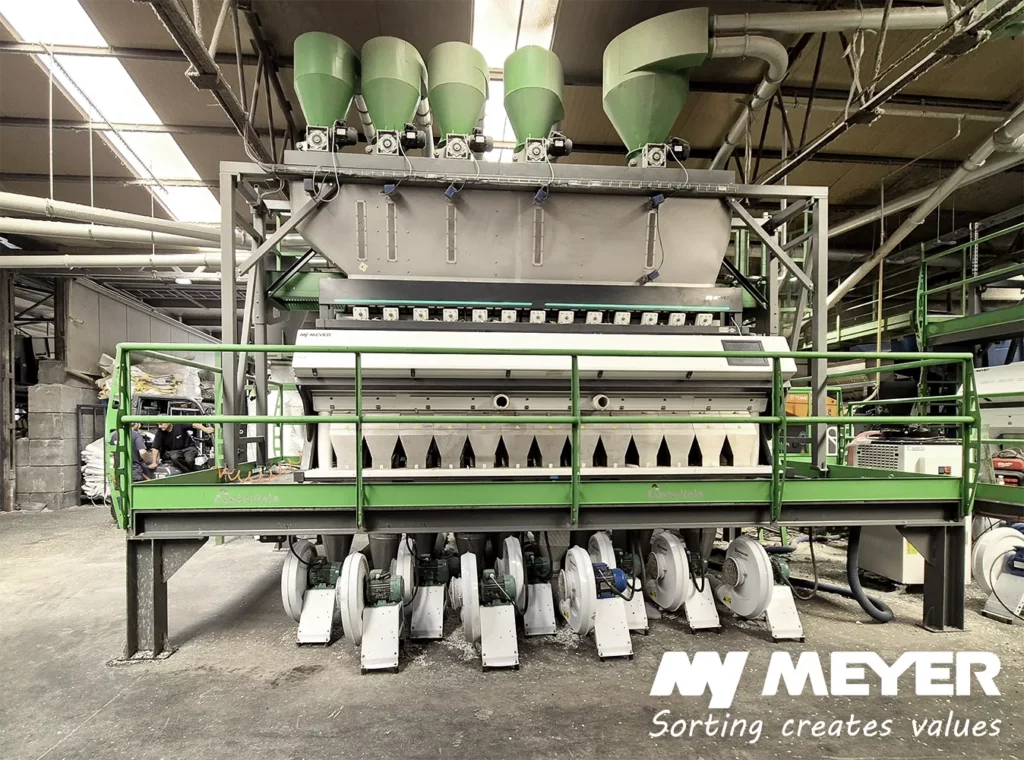
Optical sorters use cameras and advanced sensors to identify and remove unwanted material from food products in real time. Here’s a simplified breakdown of how they work:
- Product Infeed: Raw materials are fed into the sorter on a conveyor or vibrating feeder.
- Imaging & Detection: High-resolution cameras (visual, hyperspectral, or near-infrared) scan each item to detect color, shape, size, or even density.
- Sorting & Ejection: Once an allergen or foreign material is identified, air jets remove it from the product stream.
- Continuous Monitoring: Some systems automatically adjust sensitivity based on product variations, allowing multiple product types to run on the same line.
By automating the sorting process, optical sorters greatly reduce the risk of human error, ensuring consistent allergen control.
Key Benefits of Optical Sorting for Allergen Control
- Precision and Accuracy
Optical sorters can detect minuscule differences in color or composition, identifying and isolating allergenic contaminants with minimal error. - Speed and Efficiency
Automated systems can process large volumes of product rapidly, cutting down on labor needs and production bottlenecks. - Cost Savings
By reducing manual labor and preventing costly recalls, optical sorting provides a significant return on investment (ROI). It also helps minimize product waste by catching potential contamination early. - Compliance and Safety
Meeting global food safety standards (e.g., BRCGS, SQF, IFS) becomes more manageable when cross-contamination is effectively controlled, safeguarding both consumers and the brand’s reputation.
Choosing the Right Optical Sorter for Allergen Control
When selecting an optical sorter, consider:
- Advanced Detection Technologies
Systems featuring near-infrared (NIR), hyperspectral imaging, or multi-sensor setups can detect subtle differences between allergenic and non-allergenic materials. - Adaptability
The sorter should easily adapt to different product types, especially if you handle multiple allergen categories in the same facility. - Integration
Look for solutions that fit seamlessly into existing production lines without extensive retrofitting or downtime. - Manufacturer Support
A reliable partner will provide training, technical assistance, and updates to keep your system running optimally.
Future Trends in Optical Sorting for Allergen Control
- AI & Machine Learning
Next-generation optical sorters leverage machine learning to continually refine detection algorithms, improving accuracy and efficiency. - Enhanced Sensor Technology
Hyperspectral imaging is becoming more sophisticated, enabling the identification of specific features unique to common allergens. - Predictive Maintenance
Sensors that monitor the performance of the sorter itself can predict mechanical issues before they cause downtime, keeping production lines running smoothly. - Stricter Regulations & Certifications
As global food safety standards evolve, we can expect more stringent requirements that push the capabilities of optical sorting systems even further.
Conclusion
Optical sorting technology is a powerful ally in the fight against cross-contamination. By leveraging advanced imaging and automated ejection, food processors can effectively eliminate or significantly reduce allergen risks. These solutions save time, reduce waste, and help manufacturers meet the ever-growing demands of food safety regulations.
Ready to revolutionize your allergen control process?
Discover how Meyer’s optical sorters can transform your production line here.
Or, check out our in-depth article on Optical Sorting Technology to learn more about how these systems work and their broad applications in food processing.
Get in touch with us today to schedule a demo or learn more about how Meyer’s optical sorters can protect your brand and keep your products safe from allergen cross-contamination.