

1. Niedobór pracowników i automatyzacja w przetwórstwie spożywczym
1.1 Wpływ niedoboru pracowników na produkcję
Niedobory siły roboczej w sektorze przetwórstwa spożywczego wynikają z kilku przyczyn. Należą do nich starzejąca się kadra pracownicza oraz malejące zainteresowanie pracą w rolnictwie i przemyśle spożywczym. Istotną rolę odgrywają również restrykcyjne polityki imigracyjne.
Dodatkowo branża ma trudności z przyciągnięciem młodych talentów. Wielu pracowników przechodzi do mniej wymagających zawodów, co powoduje brak wykwalifikowanych osób, które mogłyby ich zastąpić. Prowadzi to do opóźnień w produkcji oraz problemów w łańcuchu dostaw. Pracownicy są pod coraz większą presją, dlatego konieczne jest wdrażanie rozwiązań, które umożliwią skalowanie działalności.
Niedobory kadrowe skutkują zmniejszoną zdolnością produkcyjną, większym obciążeniem pracowników oraz potencjalnymi problemami jakościowymi. Firmy zmagają się z wysoką rotacją i absencją, co dodatkowo zwiększa presję na pozostały personel. Wpływa to na dostępność produktów oraz rodzi obawy dotyczące jakości i spójności żywności trafiającej do konsumentów.
1.2 Automatyzacja i technologia sortowania optycznego jako odpowiedź na wyzwania kadrowe
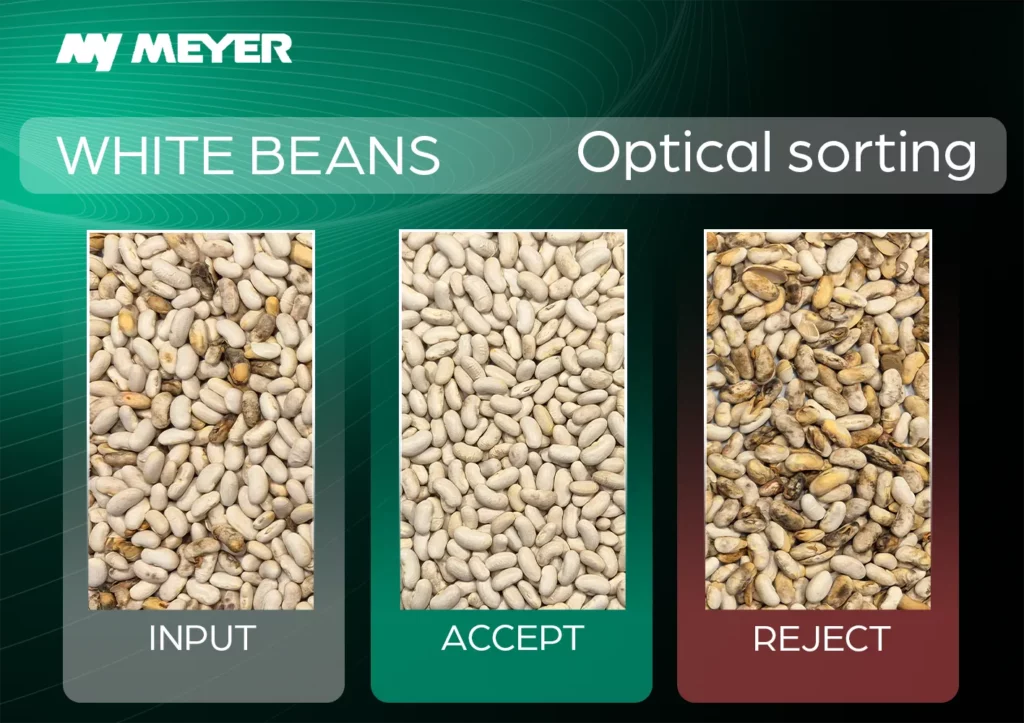
Aby przeciwdziałać niedoborom pracowników, firmy zajmujące się przetwórstwem żywności coraz częściej korzystają z automatyzacji, przy czym wiodącą rolę odgrywa technologia sortowania optycznego. Maszyny do sortowania optycznego wykorzystują zaawansowane kamery i inteligentne algorytmy do identyfikacji i sortowania produktów według koloru, kształtu, rozmiaru, a nawet gęstości materiału (przy użyciu kamer InGaAs). Dodatkowo, wykrywanie rentgenowskie x-ray pozwala na usuwanie ciał obcych z sortowanych produktów. Metoda ta jest szczególnie przydatna, gdy istnieją niewielkie różnice kolorystyczne między ciałami obcymi a sortowanym materiałem, a także w przypadku żywności pakowanej lub produktów w puszkach czy słoikach. Te maszyny potrafią wykonywać złożone działania, które wymagałyby wielu pracowników, co pomaga zmniejszyć zapotrzebowanie na pracę manualną.
Zastępując ręczne sortowanie systemami automatycznymi, firmy mogą zwiększyć wydajność i utrzymać stałą jakość produktów. Pracownicy, którzy wcześniej zajmowali się powtarzalnym sortowaniem, mogą przejść do bardziej wartościowych ról, takich jak kontrola jakości czy nadzór nad maszynami. Zmiana ta nie tylko poprawia efektywność, ale także sprawia, że praca w przetwórstwie żywności staje się atrakcyjniejsza, dając pracownikom możliwość zdobywania umiejętności technicznych i podejmowania bardziej znaczących zadań. Automatyzacja zmienia dynamikę zatrudnienia w branży spożywczej.
2. Zapewnienie jakości produktów i bezpieczeństwa żywności
2.1 Znaczenie kontroli jakości w 2025 roku
Jakość produktów i bezpieczeństwo żywności będą kluczowe zarówno dla konsumentów, jak i organów regulacyjnych w 2025 roku. Konsumenci oczekują świeżych i higienicznych produktów, podczas gdy agencje rządowe egzekwują surowe przepisy dotyczące bezpieczeństwa żywności w celu ochrony zdrowia publicznego. Firmy zajmujące się przetwórstwem żywności stoją pod presją utrzymania stałej jakości, aby uniknąć kosztownych wycofań produktów z rynku i chronić swoją reputację marki.
Incydenty związane z zanieczyszczeniem mogą poważnie zaszkodzić wizerunkowi firmy i prowadzić do strat finansowych, dlatego inwestycje w technologie zapewniające bezpieczeństwo żywności, przestrzeganie przepisów oraz rygorystyczne protokoły jakości są niezwykle istotne. Zaufanie konsumentów jest kluczowe. Nawet jedna usterka jakościowa może na długi czas osłabić lojalność klientów.
2.2 Jak technologia sortowania optycznego zwiększa bezpieczeństwo żywności?
Technologia sortowania optycznego pomaga utrzymać wysoką jakość produktów poprzez usuwanie wadliwych elementów i ciał obcych z linii produkcyjnej. Maszyny te potrafią wykrywać i eliminować zanieczyszczenia, takie jak kamienie, fragmenty plastiku, szkła czy metalu, a także resztki roślinne, które mogą trafić do żywności. Dodatkowo identyfikują przebarwienia, pleśń, skazy i inne wady, zapewniając, że do konsumentów trafiają wyłącznie produkty najwyższej jakości.
Zaawansowane sortowniki optyczne potrafią sprawdzać gęstość materiału, wykrywając zanieczyszczenia niewidoczne gołym okiem. Usuwając wadliwe produkty już na wczesnym etapie procesu, firmy mogą przestrzegać przepisów dotyczących bezpieczeństwa żywności i zmniejszyć ryzyko wycofań produktów z rynku. Takie proaktywne podejście buduje również zaufanie konsumentów, zapewniając, że produkty są zawsze bezpieczne i wysokiej jakości. Sortowanie żywności oparte na czujnikach, systemy kontroli optycznej i automatyczne inspekcje wzmacniają zapewnienie jakości żywności i pomagają w przestrzeganiu protokołów bezpieczeństwa żywności.
Detektory rentgenowskie odgrywają kluczową rolę w zapewnianiu bezpieczeństwa żywności, wykrywając ciała obce, takie jak fragmenty szkła czy metalu, w produktach. Są szczególnie skuteczne na końcowym etapie produkcji, gdy pozwalają kontrolować produkty pakowane, takie jak paczki mrożonych warzyw i owoców, konserwy czy produkty w słoikach. Maszyny te mogą automatycznie usuwać wadliwe opakowania, zapewniając przestrzeganie standardów bezpieczeństwa żywności i utrzymanie zaufania konsumentów.
Zrównoważony rozwój i redukcja odpadów
3.1 Wyzwania związane ze zrównoważonym rozwojem w przemyśle spożywczym
Przemysł przetwórstwa żywności znajduje się pod rosnącą presją wprowadzania zrównoważonych praktyk z powodu rosnącej świadomości ekologicznej. Sektor ten ma duży wpływ na środowisko poprzez wytwarzanie odpadów, zużycie energii i emisję dwutlenku węgla. Konsumenci coraz częściej oczekują przejrzystości i działań proekologicznych, a firmy, które nie spełniają tych oczekiwań, ryzykują utratę klientów na rzecz bardziej przyjaznych środowisku konkurentów.
Aby osiągnąć cele związane ze zrównoważonym rozwojem, firmy muszą minimalizować odpady, racjonalnie wykorzystywać zasoby oraz ograniczać zużycie energii. Brak działań w tym zakresie może utrudnić spełnienie oczekiwań konsumentów, którzy coraz częściej wybierają przedsiębiorstwa odpowiedzialne wobec środowiska.
3.2 Wkład technologii sortowania optycznego w redukcję odpadów i zrównoważony rozwój
Technologia sortowania optycznego odgrywa kluczową rolę w promowaniu zrównoważonego rozwoju w przemyśle spożywczym. Jedną z głównych zalet sorterów optycznych jest ich precyzja. Ręczne sortowanie często prowadzi do wyrzucania żywności, która mogłaby być nadal wykorzystana. Sortery optyczne lepiej odróżniają naprawdę wadliwe produkty od tych, które są akceptowalne, co zmniejsza marnowanie żywności.
Sortery optyczne są również energooszczędne. W porównaniu ze starszymi urządzeniami, nowoczesne systemy sortowania optycznego zużywają mniej energii, co pomaga ograniczyć emisję dwutlenku węgla. Minimalizując odpady i lepiej wykorzystując surowce, sortowanie optyczne przyczynia się do zmniejszenia wpływu produkcji na środowisko.
Ta precyzja i efektywność nie tylko wspierają zrównoważony rozwój, ale także pomagają obniżać koszty poprzez ograniczenie strat produktów. Technologie przetwórstwa żywności obejmują również narzędzia do utrzymania higieny i kontroli jakości. Narzędzia te sprawiają, że procesy produkcyjne są bardziej zrównoważone, zmniejszają ryzyko krzyżowego zanieczyszczenia i wydłużają okres przydatności produktów spożywczych.
4. Rosnące koszty operacyjne
4.1 Presja kosztowa w firmach przetwórstwa żywności
Firmy zajmujące się przetwórstwem żywności zmagają się z rosnącymi kosztami operacyjnymi z powodu wyższych cen surowców, energii i transportu. Ostatnie zakłócenia w łańcuchu dostaw żywności spowodowały niestabilność cen, co utrudnia kontrolę kosztów. Inflacja dodatkowo komplikuje sytuację, sprawiając, że utrzymanie rentowności staje się wyzwaniem.
Aby pozostać konkurencyjnymi, firmy muszą znaleźć sposoby na obniżenie kosztów bez rezygnacji z jakości produktów. Zachowanie równowagi między tymi potrzebami jest trudne, dlatego przedsiębiorstwa nieustannie poszukują nowych metod oszczędzania i utrzymania efektywności produkcji.
4.2 Jak sortery optyczne poprawiają efektywność kosztową?
Technologia sortowania optycznego pomaga obniżać koszty poprzez zwiększenie efektywności przetwarzania i zmniejszenie potrzeby pracy ręcznej. Maszyny te potrafią przetwarzać duże ilości żywności z większą szybkością i precyzją niż pracownicy, co pozwala utrzymać wysoką wydajność produkcji i ograniczyć koszty.
Oprócz oszczędności na pracy, sortery optyczne zmniejszają straty surowców, dokładnie usuwając wadliwe produkty, dzięki czemu mniej surowców ulega zmarnowaniu. Oszczędności wynikające z niższych kosztów pracy, lepszych plonów i mniejszych strat przyczyniają się do wyższej rentowności. Inwestycje w zaawansowane technologie sortowania i nowoczesny sprzęt przetwórstwa żywności mogą pomóc firmom radzić sobie z rosnącymi kosztami, jednocześnie utrzymując wysoką efektywność produkcji.
5. Dostosowanie się do zmieniających się preferencji konsumentów
5.1 Trendy w preferencjach konsumentów na 2025 rok
W 2025 roku konsumenci coraz bardziej koncentrują się na zdrowiu, przejrzystości i zrównoważonym rozwoju. Oczekują produktów organicznych, minimalnie przetworzonych i wolnych od sztucznych dodatków. Rosną również wymagania dotyczące transparentności w zakresie pochodzenia i sposobu produkcji żywności, ponieważ konsumenci chcą mieć pewność, że kupowane produkty są bezpieczne, zdrowe i wytwarzane w odpowiedzialny sposób.
Innym trendem jest rosnące zapotrzebowanie na produkty specjalistyczne, takie jak bezglutenowe, wegańskie czy niezmodyfikowane genetycznie (non-GMO). Te zmiany wymagają od firm przetwórczych dostosowania się do zróżnicowanych potrzeb konsumentów przy jednoczesnym zachowaniu efektywności produkcji.
5.2 Wykorzystanie technologii sortowania optycznego w celu sprostania oczekiwaniom konsumentów
Technologia sortowania optycznego pomaga firmom spożywczym sprostać zmieniającym się oczekiwaniom konsumentów. Dzięki temu, że na rynek trafiają wyłącznie produkty wysokiej jakości i wolne od zanieczyszczeń, sortery optyczne wspierają produkcję zdrowszej żywności zgodnej z preferencjami konsumentów. Technologia ta umożliwia także bezpieczne przetwarzanie produktów specjalistycznych, takich jak żywność organiczna czy wolna od alergenów, przy mniejszym ryzyku krzyżowego zanieczyszczenia.
Sortowanie optyczne zwiększa również transparentność produkcji. Dzięki monitorowaniu jakości produktów na każdym etapie, firmy mogą zapewnić konsumentom pewność co do bezpieczeństwa żywności. Taka transparentność buduje zadowolenie i lojalność klientów. Wykorzystując systemy wizyjne w przemyśle spożywczym, audyty bezpieczeństwa żywności, testy jakości oraz analizę zagrożeń i krytyczne punkty kontroli (HACCP), przedsiębiorstwa mogą spełniać oczekiwania konsumentów i konsekwentnie dostarczać produkty najwyższej jakości.
Podsumowanie
Technologia sortowania optycznego pomaga rozwiązywać wiele wyzwań w przetwórstwie żywności. Przeciwdziała niedoborom pracowników i zapewnia wysoką jakość oraz bezpieczeństwo produktów.
Wspiera także zrównoważony rozwój, ograniczając straty żywności. Dodatkowo obniża koszty i umożliwia firmom dostosowanie się do zmieniających się preferencji konsumentów. W miarę jak branża ewoluuje, mierząc się z rosnącymi kosztami, presją ekologiczną i problemami kadrowymi, technologia sortowania optycznego staje się kluczowa dla utrzymania konkurencyjności i zapewnienia długoterminowego wzrostu.
Dzięki zastosowaniu rozwiązań sortowania optycznego, przedsiębiorstwa przetwórstwa żywności mogą przygotować się na przyszłość. Mogą spełniać wymagania regulacyjne i oczekiwania konsumentów, jednocześnie wspierając cele środowiskowe.
W ciągu 2025 roku zaawansowana technologia sortowania optycznego wzmocni operacje i pomoże firmom osiągać sukces na stale zmieniającym się rynku. Integracja procesów przygotowania żywności, automatycznej kontroli jakości oraz systemów pakowania, wspieranych przez wysokowydajne przenośniki taśmowe, pozwoli na wydajne przetwarzanie żywności przy jednoczesnym zmniejszeniu ryzyka, że skażone produkty trafią do konsumentów.








